Con l’articolo precedente abbiamo visto la lavorazione dello specchio 200F6 con le correzioni di parabolizzazione derivate dai cinque ritocchi e successivi test Foucault di controllo.
Col presente articolo vedremo i rimanenti 5 ritocchi che ci porteranno al termine della lavorazione dello specchio. Ovviamente questa continua ad essere una verosimile simulazione di quella casistica nella quale si è venuto a trovare chiunque abbia già percorso almeno una volta la strada della fabbricazione di uno specchio parabolico per telescopio.
Per comodità continueremo ad appoggiarci ai già visti fogli di calcolo Excel tradotti e adattati (la cui provenienza è indicata esplicitamente sugli stessi), anche se qualunque altro programma specifico per la gestione del calcolo del test di Foucault, fornirebbe risultati equivalenti, inserendovi gli stessi dati di partenza.
Riportiamo ancora un riferimento alle regole del gioco delle correzioni indicate in molti testi di riferimento, per comodità di comprensione delle decisioni di ritocco prese di volta in volta:
DIFETTO:CORREZIONE
- Bordo il rilievo: Lavorare 5-10 minuti con specchio sotto, con corse in W di 1/4D con leggera sovra pressione della mano sul lato di debordo. Lavorando con i debordi, prestare sempre moltissima attenzione a mai far assolutamente dondolare l’utensile per non cadere immediatamente nel difetto opposto di bordo abbattuto.
- Bordo abbattuto: Tagliare la pece ben a filo dell’utensile, verificare le scanalature, lavorare specchio sotto con corse 1/4D. Un ora di lavoro recupererebbe 1mm di tiraggio al bordo.
- Dosso centrale: Con specchio sopra lavorare il centro sui 2/3D dell’utensile con piccole corse in W da 1/4D, contando di recuperare 1mm di aberrazione ogni 5 minuti di lavoro.
- Buco centrale: Corse di 1/6D con due seccate specchio sopra contro una specchio sotto. L’efficienza sarebbe di un ora di lavoro per mm di tiraggio corretto.
- Buco centrale e bordo ribattuto: Lo specchio non è più sferico e può essere ellittico parabolico o iperbolico, Si ottiene questa forma con corse di lucidatura troppo ampie. Verificare quindi che la pece non sia troppo molle, rifilarla al bordo esatto dell’utensile. Effettuare corse in W strette al centro e di 1/4D alternando specchio sopra e specchio sotto. In questo modo di abrade la zona al 70%D e si ritorna lentamente verso la sfera.
- Per qualsiasi difetto zonale: Si può tornare verso la sfera con le corse 1/3D c.o.c alternate a specchio sopra e poi specchio sotto.
Bisogna ricordare anche che al di sopra di queste regole vige più in generale il discorso che:
- Agendo con lo specchio sopra e l’utensile sotto, si abrade ed approfondisce di più il centro dello specchio lasciando quasi intatto il bordo.
- Agendo con lo specchio sotto e l’utensile sopra, si abrade ed approfondisce di più il bordo dello specchio, lasciando il centro intatto. Ma attenzione perché è facile abbattere il bordo che ha sempre una tolleranza ristrettissima rispetto al centro, ed è un difetto che deve essere corretto perché fa decadere la qualità dello specchio.
- Agendo alternativamente con i due metodi, si lavora lasciando quasi intatta la zona che sta al 70% del diametro.
Ovviamente queste indicazioni sono riferite all’uso di utensile a pieno diametro.
Per l’uso di utensili sub-diametro i ritocchi sono molto più diretti e intuitivi, ma vi è il maggiore rischio di scavare troppo e localmente, rovinando la intera figura con errori “zonali”. Quindi l’uso di utensili sub-diametro è sconsigliato ai novizi, a meno che non sia preciso loro intento di studio.
Va anche ricordato che prima di iniziare ogni ritocco, occorre SEMPRE eseguire la attenta pressatura di adattamento della pece dell’utensile, contro la superficie dello specchio. La pressatura è una operazione resa indispensabile ed obbligatoria dalle tolleranze in gioco, le quali vanno riducendosi drasticamente man mano che la qualità dello specchio migliora.
Ricordare sempre l’importanza della durezza della pece che deve lavorare alla sua temperatura nominale di lavoro. Una pece troppo soffice oppure troppo dura ha molta facilità nel generare errori zonali.
Chiusa la digressione introduttoria, vediamo la situazione del test n. 5 che terminava l’articolo precedente e le decisioni di ritocco prese in quella fase:
TEST N°5:
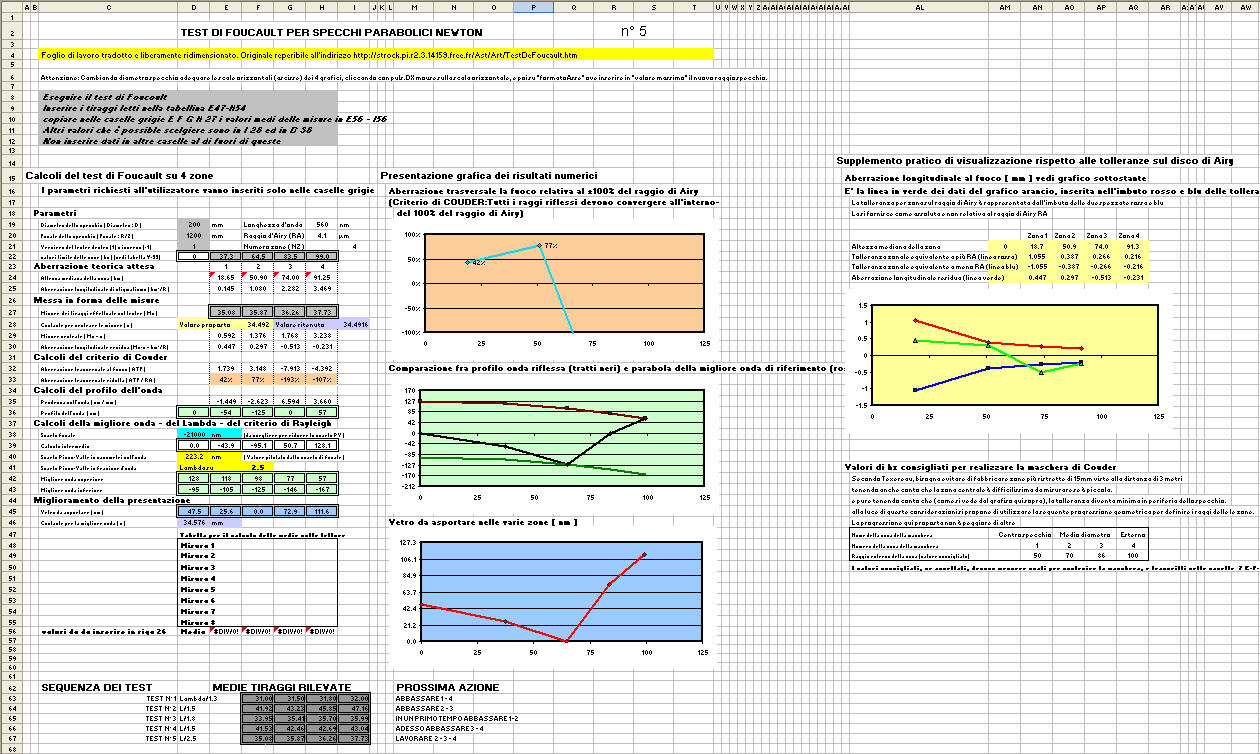
Test n.5
Vediamo dal grafico a sfondo azzurro, che col ritocco n.4 avevamo ridotto il bordo rialzato da 192 a 111 nanometri, che non è molto, ma è prudenziale.
Ma applicando il “Difetto : Correzione” n. 3, avevamo anche ridotto bene il centro da 110 a 47,5 nanometri migliorando bene il rapporto picco – valle da lambda/1.5 a lambda/2.5.
Come prossimo ritocco avevamo dichiarato di lavorare un poco le zone 2,3 e 4, per ridurre ancora lo scarto eccessivo presente. Possibilmente senza incorrere in una zona 4 ribattuta, attuando una breve azione “Difetto : Correzione” n.1 sul bordo; ed in seguito mettendo specchio sopra, attuando una altrettanto breve azione “Difetto : Correzione” n.3.
Quindi eseguiti i due ritocchi e messo lo specchio in acclimatazione sul supporto per il test, avevamo atteso il giorno dopo per la esecuzione del successivo test n.6 per vedere quel che i ritocchi hanno modificato.
TEST N°6:
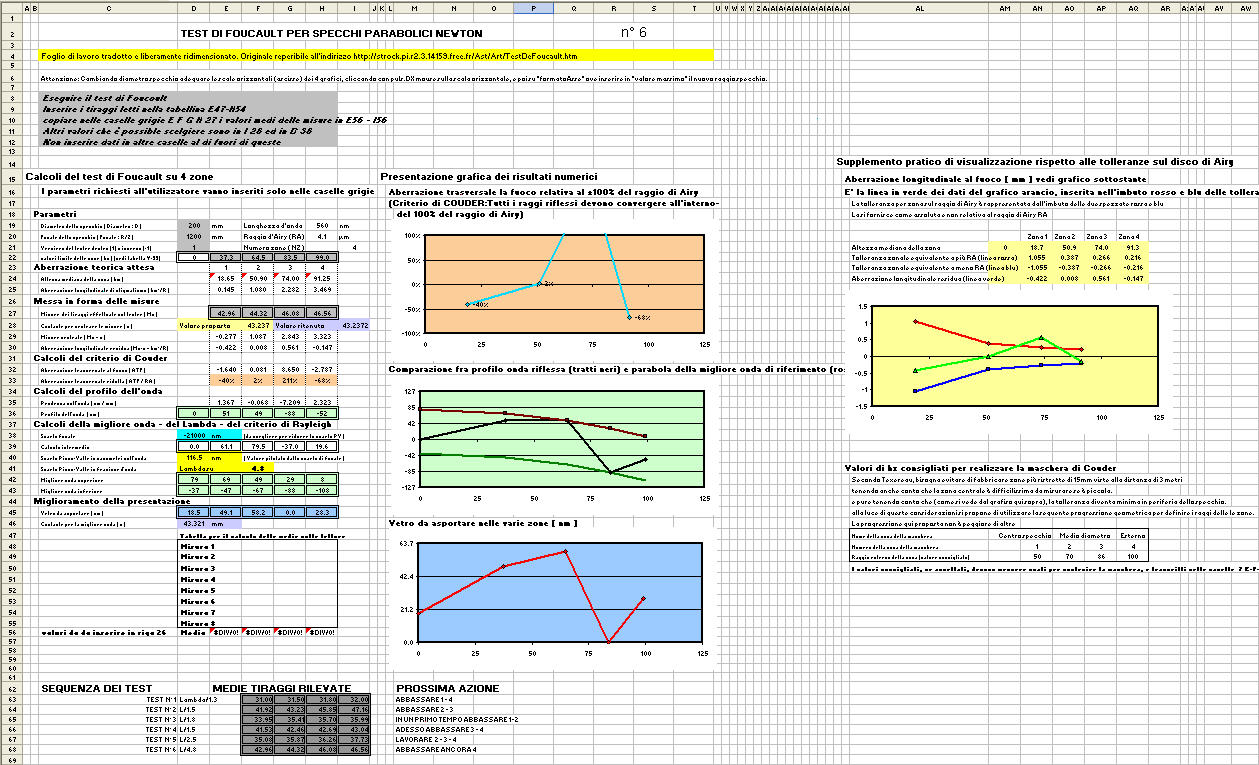
Test n.6
Dal solito grafico a sfondo verde, vediamo che abbiamo lavorato bene abbassando il bordo senza abbatterlo, ed abbassando bene il centro. Col risultato ovvio che ci ritroviamo ora alta la zona 2, che evidentemente abbiamo toccato di meno.
Ovviamente dal grafico a sfondo verde vediamo anche che il lavoro che facciamo nel continuo tentativo di abbassare le zone “alte” del grafico, fa si che diminuisca la distanza fra le due migliori onde di riferimento, che ricordiamo essere le copie verde (quella inferiore), e rossa (quella superiore), della parabola di riferimento che delimitano l’errore “picco – Valle” della nostra parabola, rappresentata dalla linea spezzata nera.
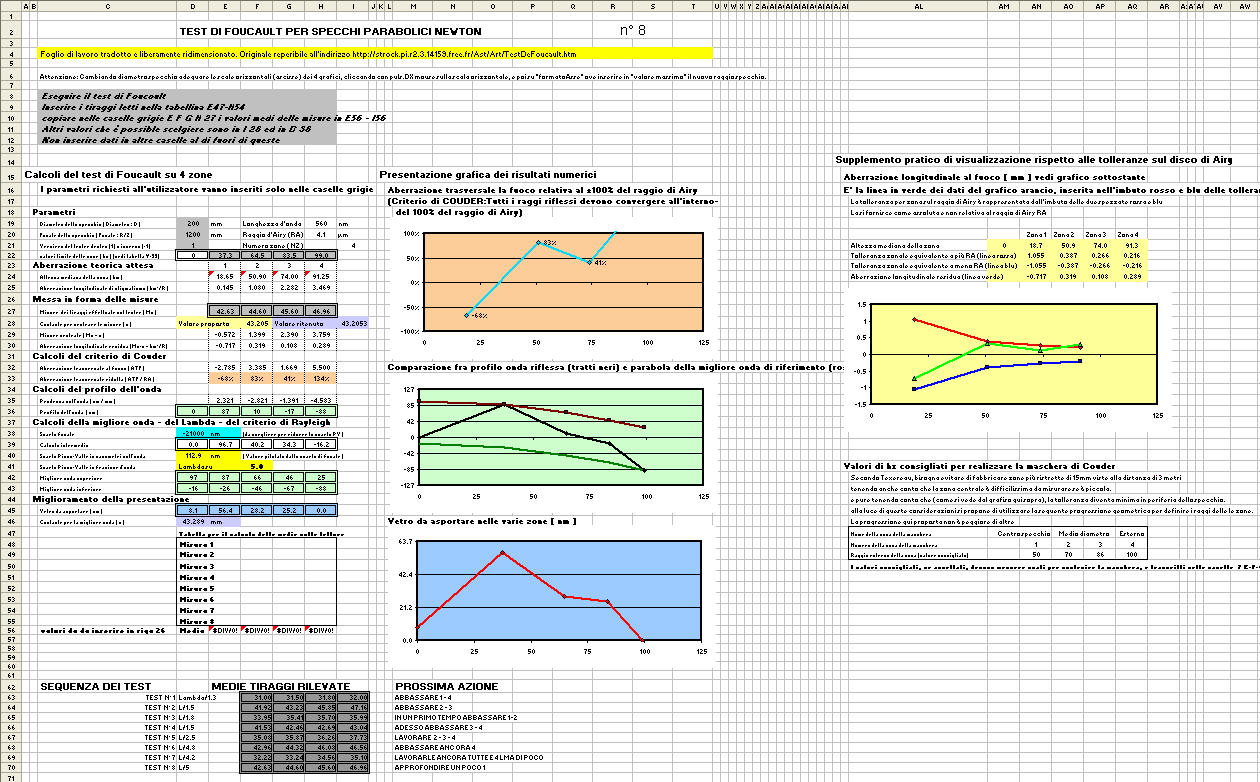
Infatti in casella F41 troviamo il valore di errore picco-valle di Lambda/4.8, che ci dice che il nostro specchio “avrebbe” da questo momento ( e salvo ricadute per errori nei futuri ritocchi) superato la soglia di accettabilità della qualità, stabilita dal lambda/4 di errore sull’onda riflessa.
Ma il solo buon lambda raggiunto non è sufficiente a dichiarare lo specchio “diffracion limiterd” a causa di una importante e diversa novità che vediamo subito:
Se prima di questo momento abbiamo tralasciato altre valutazioni del nostro foglio di excel (che nella logica delle cose, da inizialmente marginali divengono via via più significative), a questo punto è interessante guardare il grafico a sfondo arancione che esprime i valori delle caselle arancioni E,F,G,H 33.
In quel grafico, l’asse verticale interpreta il “raggio di Airy”, e ci mostra cadere al suo interno, i punti delle zone che rispettano il criterio di Couder, secondo il quale tutti i raggi luminosi riflessi dalle zone del nostro specchio, debbono convergere all’interno del raggio di Airy per poter formare la perfetta tacca di diffrazione di tipo “canonico”, cioè che presenta il punto luminoso centrale contenente l’84% della luce, e nel primo anello e secondo anello rispettivamente solo il 7%, e il 3%.
Raggio, o tacca di Airy che è di fatto il potere separatore di uno strumento (cioè il limite teorico di risoluzione di uno strumento) e per il nostro specchio 200F6 è indicato il casella H20 col valore di 4.1 micron, derivato dalla seguente formula:
Raggio del primo anello nero = ( 1.22 * Lambda 560nm )*rapporto focale F/D
Dove lambda è la lunghezza d’onda (casella H19) della luce giallo-verde cui l’occhio umano è più sensibile (560 nanometri).
Qualora una o più zone riflettessero FUORI dalla tacca di Airy , questa non avrebbe più la sua forma canonica, ma la luce verrebbe spostata dal centro e diffusa sugli anelli, creando un allargamento e affievolimento del punto centrale (e quindi e una riduzione della “puntiformità” delle stelle), a degrado e scapito del contrasto dello strumento, che in pratica avrebbe poi qualche difficoltà a mostrare finissimi dettagli ed a “staccare” le stelle più fievoli dal grigiore “Back ground” del fondo cielo, che invece potrebbe ben “staccare” se avesse il contributo di tutte le zone convergenti nella tacca di Airy.
Nel nostro caso attuale, è la nostra zona 3 che va a cadere fuori, nel punto 211% oltre il bordo in alto.
Per lo stesso motivo è pure interessante guardare il grafico a sfondo giallo, che mostra come la nostra spezzata verde del criterio di Couder, si ponga nei confronti delle tolleranze di fabbricazione del nostro specchio, indicate “dall’imbuto” formato dalle due curve-limite di tolleranza, rossa superiore e blu inferiore.
Imbuto, o tromba che mostra il suo padiglione (o parte più ampia) a sinistra, dove vi è il centro dello specchio.
Grande ampiezza che esprime grande tolleranza in quel punto, visto il basso gradiente di variazione della curva nelle vicinanze del vertice della parabola. E il grafico mostra che le tolleranze via via si restringono con l’imbuto proseguendo verso destra, dove si arriva al bordo dello specchio, e dove la curvatura della parabola ha il massimo gradiente di variazione.
Anche nel grafico a sfondo giallo troviamo la zona 3 in alto e fuori dalla “tromba” delle tolleranze.
Ma ora torniamo a prevedere quale sarà il
PROSSIMO RITOCCO:
Stabiliamo di abbassare il centro, coinvolgendo di preferenza la zona 2, applicando cioè la correzione n.3 ma accompagnata da una leggera sovra-pressione della mano destra quando passa sopra la zona 2
Eseguiamo il ritocco e poniamo lo specchio in acclimatazione per eseguire domani il test n. 7
TEST N°7:
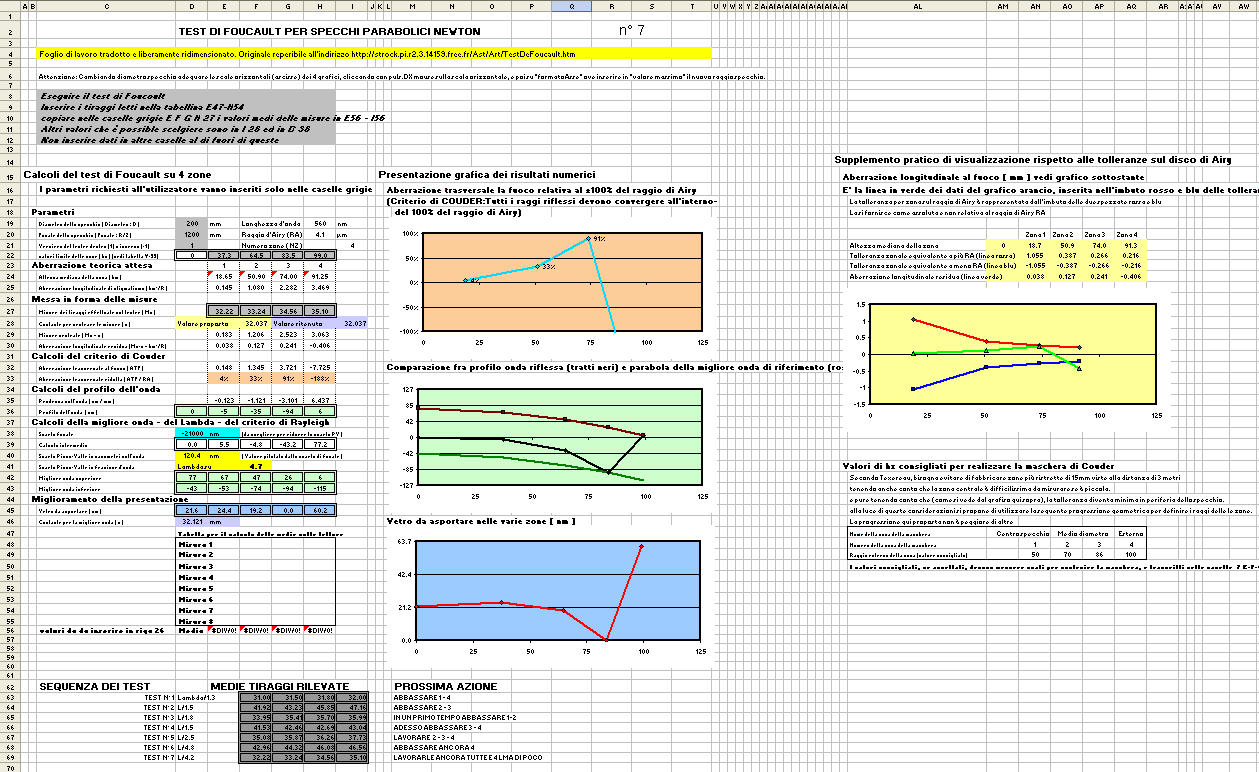
Test n.7
Anche il test n.7 è positivo.
Abbiamo ridotto bene la zona 2 perdendo leggermente sul lambda, per il fatto che nel migliorare le zone 1 e 2 abbiamo giocoforza reso “più distante di prima” la zona 4….Che, siccome ormai siamo “alla frutta” (… nel senso che abbiamo tutta la nostra parabola compresa in un “piccolissimo errore massimo” di soli 60,2 nanometri), dovremo per migliorare, affrontare la difficile zona 4, abbassandola, se tutto va bene, per far schizzare il “lambda su due cifre”.
Ma correremo purtroppo anche il rischio di abbassarla troppo, e di dover poi fare ”game over”, e ritornare alla sfera per ricominciare una nuova parabolizzazione.
Il prossimo ritocco sarà quindi molto cauto sulla zona 4 applicando la correzione di tipo n.1…..ricordando che dobbiamo asportare non più di sessanta milionesimi di millimetro… in zona 4, (…e la pressatura di adattamento della pece è determinante, come pure l’avvertenza di non caricare l’utensile col peso delle mani, quando non serve una pressione localizzata).
Eseguiamo il delicato e limitato ritocco e poniamo lo specchio in acclimatazione per eseguire domani il test n. 8
TEST N°8:
Test n.8
Il risultato è stato buono nonostante abbiamo comunque lavorato un po’ troppo a lungo producendo un leggero bordo abbattuto. Guardando il grafico a sfondo giallo delle tolleranze, vediamo che prima la zona 4 scendeva di parecchio fuori tolleranza; mentre ora vediamo che è fuori all’opposto, salendo però molto poco per rimanere solo “border-line” con la sua tolleranza.
Un leggero miglioramento è mostrato anche dal lambda che è salito da 4,8 a 5.
Ma per quanto riguarda il criterio di Couder (grafico a sfondo arancione), la zona 3 è scesa migliorando, mentre la correzione ha messo in “off-side” la zona 4.
Procediamo con un ritocco che abbassi la zona 2, e da quell’abbassamento, sul grafico a sfondo verde dovrebbe leggermente sollevarsi automaticamente la zona 4 (mentre su quello a sfondo giallo dovrebbe succedere il contrario).
Eseguiamo il ritocco e poniamo lo specchio in acclimatazione per eseguire domani il test n. 9
TEST N°9:
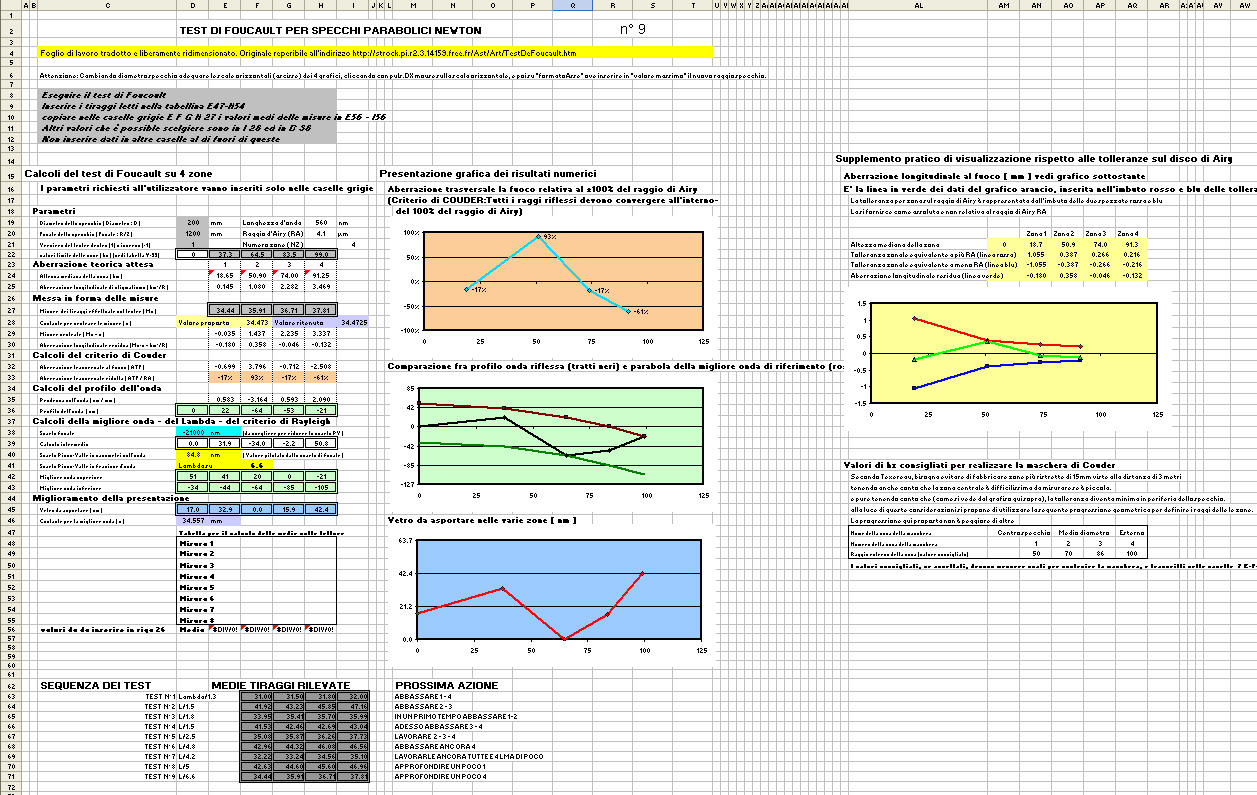
Test n.9
Vediamo subito dal grafico a sfondo verde che la distanza fra le due migliori onde , copia della parabola di riferimento, è diminuita notevolmente, portando il nostro Lambda/ al valore 6.6.
Vediamo inoltre che quel miglioramento ha fatto rientrare nella tacca di diffrazione (grafico arancione) anche la renitente zona 4, oltre alla 3 recuperata precedentemente; ma la zona 2 si è spostata quasi border-line, rimanendo comunque in tolleranza “all’interno”del criterio di Couder.
Quindi il nostro specchio è un ottimo specchio perchè soddisfa a tutte le prescrizioni tecniche, e potremmo anche considerarlo terminato…Ma siccome si tratta di una simulazione, non ci fa alcuna paura la possibilità virtuale di danneggiare la nostra parabola attuale.
Quindi immaginiamo di lavorare ancora lo specchio su tutta la superficie per un brevissimo ritocco, contando di abbassare uniformemente e leggermente le “punte” sporgenti della zona 2 e 4, applicando, con lo specchio in mano, per prima la correzione 3 con leggera sovrappressione della mano destra sulla zona 2, come già fatto in precedenza; ed in seguito prendendo il mano l’utensile ed applicheremo la correzione n. 1 per un solo giro di tavolo, badando bene di non esercitare alcuna pressione.
Teniamo bene a mente che il nostro attuale margine di manovra positiva è limitato a soli 42,4 milionesimi di millimetro (vedi grafico a sfondo azzurro).
Eseguiamo il ritocco e poniamo lo specchio in acclimatazione per eseguire domani il test n. 10
TEST N°10:
Test n.10
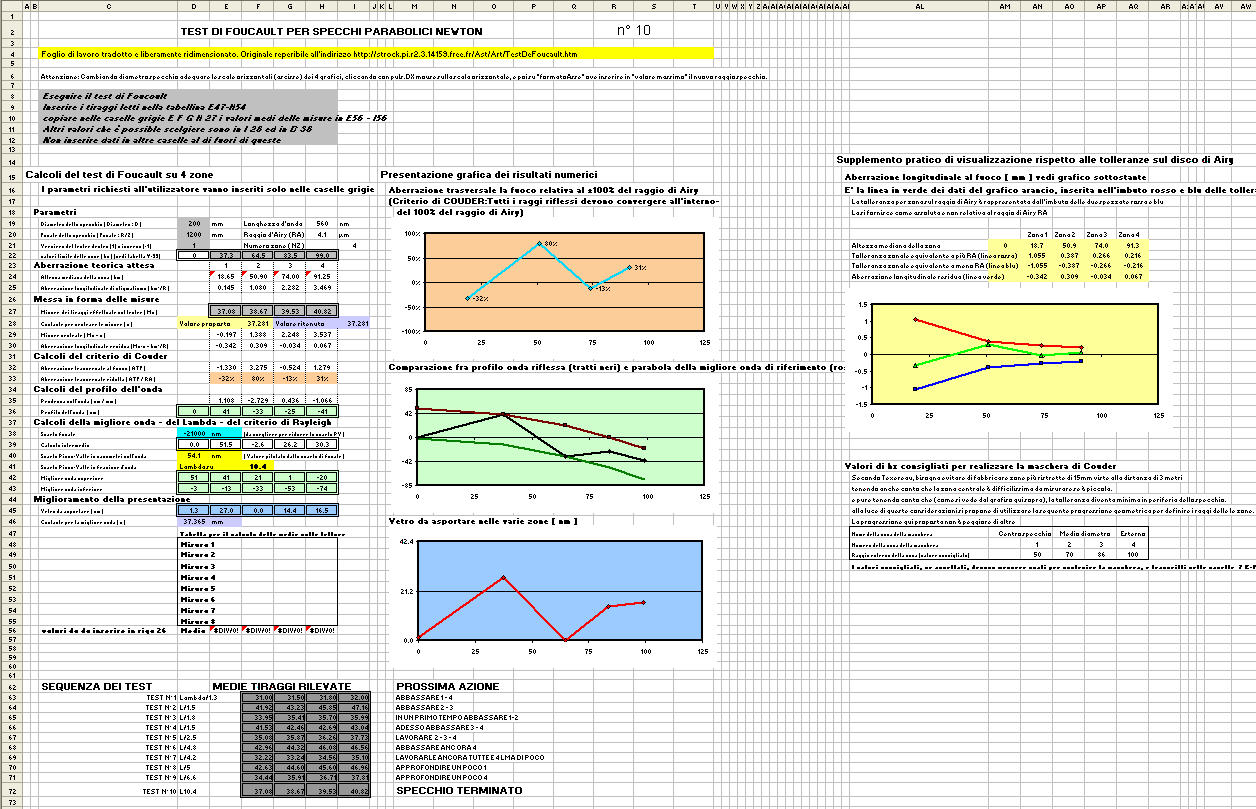
Guardando il nostro foglio di lavoro vediamo, dal grafico a sfondo verde e dal numero in F41, che abbiamo raggiunto un lambda /10.4.
Guardando inoltre il grafico a sfondo arancione, vediamo che il criterio di Couder è soddisfatto perché tutte le quattro zone del nostro specchio riflettono entro il 100% del raggio di Airy. Ed anche il grafico a sfondo giallo ci dice che le nostre quattro zone sono all’interno dell”imbuto” che indica le tolleranze di lavorazione, dal centro specchio (a sinistra), al bordo specchio (a destra).
La zona 2 (vedi grafico a sfondo azzurro) potrebbe ancora essere abbassabile di una decina di nanometri con qualche “giro di pollice” usato come utensile, per portarla allo stesso livello del bordo e far schizzare letteralmente alle stelle il lambda. Ma a questo punto non vale la pena di correre rischi di dover fare un “game over” per bordo ribattuto.
Rischio altissimo in questo momento in cui abbiamo tutta la nostra superficie riflettente che sta in un errore massimo di soli 24 nanometri, che rappresenta pure il nostro “massimo margine di manovra” per le correzioni..superando il quale avremmo esaurito ogni materia prima a nostra disposizione, danneggiando invece di migliorare.
Sarebbe quasi imperdonabile dover tornare verso la sfera cancellando tutto il lavoro fatto, per ripartire daccapo con una nuova sessione di parabolizzazione.
Battiamoci “un 5” da soli e brindiamo all’evento, mandando alla alluminatura quello che è sicuramente uno specchio perfetto e ricco di contrasto, che permetterà di scorgere particolari infinitesimi in modo ben inciso, e non sbiadito come al confronto normalmente si vedono gli stessi negli strumenti commerciali realizzati industrialmente nell’ottica del risparmio di tempo. Perchè a livello industriale il risparmio di tempo è denaro, mentre NON è una esigenza del grattatore di vetro.
CONCLUDO CON UNA MIA CONSIDERAZIONE PERSONALE:
Agli inizi della mia avventura di modesto grattatore di vetro autodidatta, anche se forte del solo vero studio dei noti testi di riferimento francesi ed americani, avrei desiderato trovare un però introvabile ESEMPIO PRATICO, come quello che si conclude con questo articolo.
Spero perciò che quei pochi che arriveranno a leggere fino a quì i precedenti articoli su questo tema, possano trarre sicurezza e vantaggio dall’avermi seguito nella loro identica avventura, che è stata anche una delle mie, portatrice di maggiori soddisfazioni.