Ora che, con gli articoli precedenti abbiamo fatto un po’ di luce sulla via che porta al termine la realizzazione di uno specchio, percorriamo quella via “che diventa sempre più stretta e impegnativa” parabolizzando pian piano con una lenta progressione di qualità.
Ovviamente questa è una simulazione di quel che avverrebbe in realtà, ma è molto verosimile, come casistica nella quale si è venuto a trovare chiunque abbia già percorso almeno una volta quella strada.
Per comodità ci appoggeremo ai già visti fogli excel tradotti e adattati, la cui provenienza originale è esplicitamente indicata sugli stessi, cominciando a rivedere, un poco oltre, il foglio relativo alla situazione di partenza trovata col primo test di Foucault.
Qualunque programma per la gestione del calcolo del test di Foucault può però dare risultati equivalenti inserendovi gli stessi dati di partenza.
Ma la domanda che ci poniamo tutti mentalmente durante la progressione del lavoro di lucidatura è: “Quando iniziare i test di Foucault?”
E la prima risposta più ovvia è: “Quando la superficie dello specchio sia completamente e perfettamente lucida”.
A questo proposito, raggiunta la buona lucidatura, conviene verificare quale tipo di deformazione abbia attualmente, a grandi linee, la superficie del nostro specchio.
Per fare ciò si misura il divario fra tiraggio del centro rispetto al bordo.
Questo divario si misura con un test “veloce” di Foucault, con o senza maschera di Couder, rilevando la tinta piatta del centro e prendendone nota, e partendo da essa a misurare il tiraggio relativo alla tinta piatta della zona più periferica, quindi sottrarre al valore della zona periferica il tiraggio della zona centrale, per determinare quale sia la differenza di raggio di curvatura complessivo della nostra attuale superficie.
RICORDIAMO INFATTI CHE:
- Noi sappiamo che la misurazione di tiraggi diversi mediante il test di Foucault, indica la differenza del raggio di curvatura nei vari punti della superficie in esame.
- Sappiamo anche che con le corse 1/3 c.o.c, contenendo cioè il debordo “avanti indietro” in 1/3 diametro c.o.c, e contenendo il debordo laterale in 1/6 o 1/8, otteniamo una buona superficie sferica, che è la condizione di partenza desiderabile per ricavare una buona parabola.
- Sappiamo anche che la superficie sferica ha un unico raggio di curvatura, e quindi se misuriamo il tiraggio al centro specchio, e poi al bordo di una sfera, troveremo lo stesso valore, o comunque due valori la cui differenza è tendente a zero.
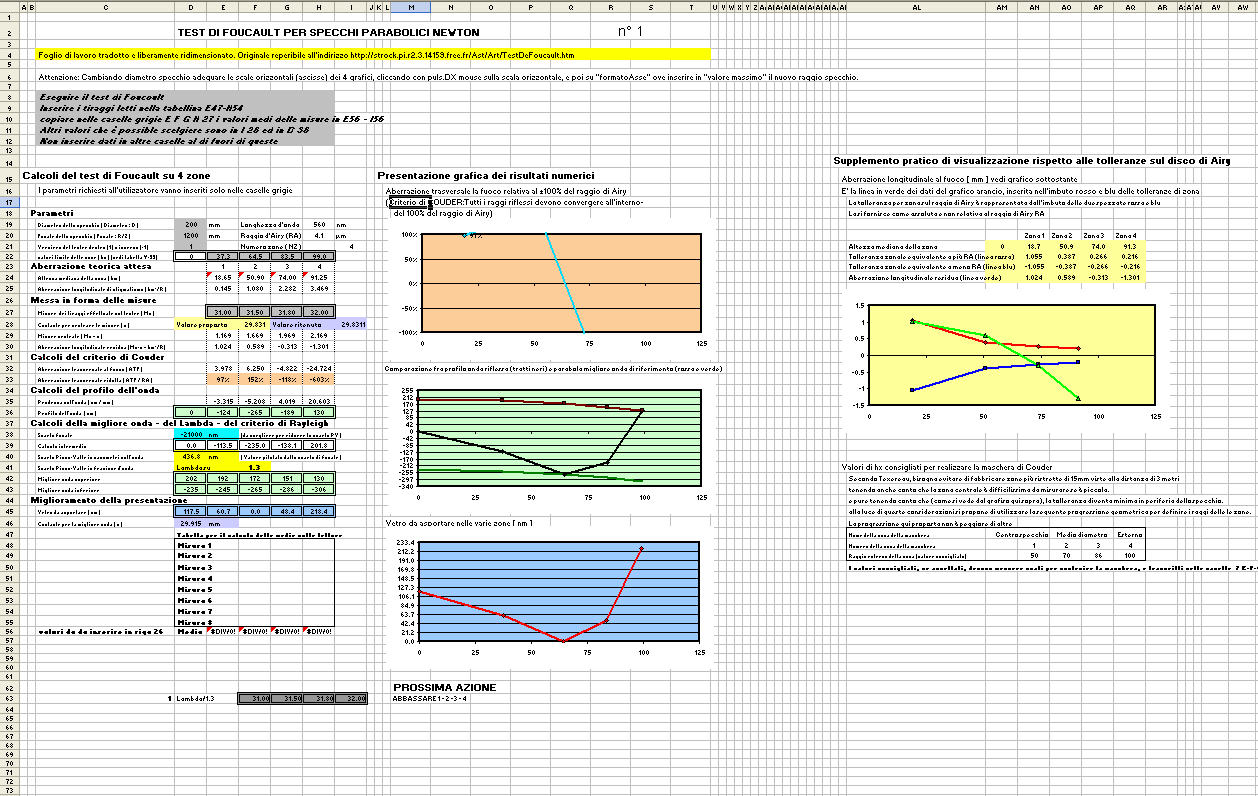
- Sappiamo che la nostra perfetta e teorica parabola di riferimento è ottenuta quando la differenza di tiraggio fra centro e bordo è pari alla differenza che c’è fra le aberrazioni hm2/R del suo centro e della sua periferia (Vedi immagine seguente del foglio di calcolo : casella H25 meno casella E25) 3.469-0.145= 3.32 mm
- Deduciamo quindi che dalla nostra verifica dei tiraggi, avremmo una buona condizione per iniziare i test di Foucault quando la differenza fra il tiraggio al bordo e quello al centro, sta in valori fra zero e 3,32mm
- Se tali valori superassero i 3.32mm indicherebbero che la nostra superficie ha già superato il limite della figura parabolica, sconfinando verso la iperbole, che è ovviamente inutile al nostro scopo. E pertanto, in questo caso occorre ancora continuare il lavoro con le corse indicate al punto 2, badando di non più debordare oltre i valori di 1/3D c.o.c; e di 1/8D c.o.c. Infatti quando i tiraggi sono così elevati, il motivo è che non si è rispettato il debordo indicato.
Con queste premesse, possiamo vedere sulla immagine del seguente foglio di calcolo, che il tiraggio esterno misurato sulla nostra superficie, è in casella H27, mentre quello al centro è in casella E27, e la loro differenza è 1 mm. Quindi siamo in presenza di un buon sferoide e possiamo iniziare i test di Foucault per progredire verso la lavorazione della paraboila.
NOTE SUI RITOCCHI E LORO DURATA DI ESECUZIONE
Le regole del gioco delle correzioni indicate in molti testi di riferimento sono le seguenti:
Difetto: Correzione
- Bordo il rilievo (Edge High) : Lavorare 5-10 minuti con specchio sotto, con corse in W di 1/4D con leggera sovra pressione della mano sul lato di debordo.
- Bordo abbattuto (TDE= Turned Down Edge): Tagliare la pece ben a filo dell’utensile, verificare le scanalature, lavorare specchio sotto con corse 1/4D. Un ora di lavoro recupererebbe 1mm di tiraggio al bordo.
- Centro alto (Center High): Con specchio sopra lavorare il centro sui 2/3D dell’utensile con piccole corse in W da 1/4D, contando di recuperare 1mm di aberrazione ogni 5 minuti di lavoro.
- Buco centrale (Center Low): Corse di 1/6D con due seccate specchio sopra contro una specchio sotto. L’efficienza sarebbe di un ora di lavoro per mm di tiraggio corretto.
- Buco centrale e bordo ribattuto (CL+TDE): Lo specchio non è più sferico e può essere ellittico parabolico o iperbolico, Si ottiene questa forma con corse di lucidatura troppo ampie. Verificare quindi che la pece non sia troppo molle, rifilarla al bordo esatto dell’utensile. Effettuare corse in W strette al centro e di 1/4D alternando specchio sopra e specchio sotto. In questo modo di abrade la zona al 70%D e si ritorna lentamente verso la sfera.
- Per qualsiasi difetto zonale: Si può tornare verso la sfera con le corse 1/3D c.o.c alternate a specchio sopra e poi specchio sotto.
Bisogna ricordare anche che più in generale vale sempre il discorso che:
- Agendo con lo specchio sopra e l’utensile sotto, si abrade ed approfondisce di più il centro dello specchio lasciando quasi intatto il bordo.
- Agendo con lo specchio sotto e l’utensile sopra, si abrade ed approfondisce di più il bordo dello specchio, lasciando il centro intatto. Ma attenzione perché è facile abbattere il bordo che ha sempre una tolleranza ristrettissima rispetto al centro, ed è un difetto che deve essere corretto perché fa decadere la qualità dello specchio.
- Agendo alternativamente con i due metodi, si lavora lasciando quasi intatta la zona che sta al 70% del diametro.
Ovviamente queste indicazioni sono riferite all’uso di utensile a pieno diametro.
Per l’uso di utensili sub-diametro i ritocchi sono molto più diretti e intuitivi, ma vi è il maggiore rischio di scavare troppo e localmente, rovinando la intera figura con errori “zonali”. Quindi l’uso di utensili sub-diametro è sconsigliato ai novizi, a meno che non sia preciso loro intento di studio.
IN PRATICA:
Sapendo che questi ritocchi interessano quantità infinitesime di vetro da asportare, si fanno quindi durare solo pochi minuti, e si contano sempre giri completi attorno al tavolo da lavoro, col minimo di un solo giro completo se è il caso di non esagerare con le deformazioni.
Non esiste una regola valida per tutti perché le variabili importanti sono tante, delle quali le più incisive sono: Pressione delle mani, durezza delle pece; temperatura ambiente, compressione della pece sullo specchio per uniformarne bene la curva prima di iniziare ciascuna sessione di lavoro, ecc.
Ciascuno quindi autonomamente lavora a modo suo, e facendo il test successivo si renderà conto se ha lavorato troppo o troppo poco, memorizzando le sue proprie considerazioni che gli serviranno per giudicare e stabilire tipo e soprattutto durata dei ritocchi seguenti.
Può essere tranquillizzante pensare che a questo stadio, le lavorazioni asportano talmente poco vetro, che è possibile infinite volte cancellare tutto e tornare un poco verso la sfera senza danno per lo specchio, per ricominciare una ennesima sessione di parabolizzazione.
La realizzazione del migliore specchio del mondo diventa quindi solo una questione di tempo.
L’abilità e/o anche la fortuna, ci mettono “del loro” per diminuire quel tempo, che comunque rimane alla portata di tutti quelli che con costanza e abilità, sono arrivati fino a quel punto di lavorazione.
Visto che si ragiona in milionesimi di millimetro di spessori di vetro da asportare, e viste le tolleranze espresse in altrettanta unità di misura, occorre eseguire i ritocchi tenendo ben presente che una pece troppo molle o troppo dura esagera rispettivamente nel troppo abradere o nel poco; e che occorre prima di iniziare un nuovo ritocco, pressare bene con le mani l’utensile contro lo specchio per mettere in forma la pece con la figura attuale dello specchio, ed infine non bisogna mai abbandonare per ore l’utensile a contatto dello specchio con interposto abrasivo, per evitare fenomeni di possibile corrosione elettrochimica che possono provocare una rugosità che può diffondere la luce diminuendo il contrasto del miglior specchio realizzato.
Chiusa a digressione delle note pratiche, rivediamo la situazione dopo il test n. 1:
TEST N. 1
Test n°1
Per la esecuzione del test avevamo inserito nelle caselle grigie E,F,G,H, 27, i quattro valori dei tiraggi rilevati e mediati almeno su due serie di letture.
A colpo d’occhio vediamo subito dal grafico “dell’onda riflessa” (a colore di sfondo verde), che la sagoma della parabola che striamo costruendo ha l’andamento della linea spezzata di colore nero, che si trova compresa fra due copie dalla parabola di riferimento, le quali rappresentano anche le rispettive migliori onde riflesse: Una inferiore (in verde); e una superiore (in rosso).
La distanza verticale fra queste due migliori onde, indica lo scarto picco-valle dell’onda riflessa, espresso in nanometri in D40, (e dato algebricamente da H43+H42) e riportato anche nel grafico a sfondo azzurro che invece riguarda l’errore sul vetro, dalla differenza di ordinata fra i valori (in H45) del punto di contatto della zona 2 in basso, e del punto di contatto della zona 4 in alto, e rappresenta il massimo errore che possiede la superficie di vetro della nostra parabola al momento, rispetto a quella di riferimento.
Ora, la lunghezza d’onda “Lambda” della luce giallo-verde di 560 nanometri indicata in H19, divisa per quell’errore di 436.8 nanometri ci dice che la nostra parabola ha attualmente una precisione sull’onda riflessa di Lambda/1.3 (“Lambda su” 1,3).
Mentre vediamo dal grafico “del vetro”, a sfondo blu, che il suo massimo errore di superficie è attualmente di 218.4 nanometri (vedi casella H45) , cioè la metà dell’errore sull’onda.
NOTA: E questo ci ricorda e conferma, che un errore sul vetro incontra due volte l’onda in riflessione, la quale quindi si danneggia di una quantità doppia dell’errore sul vetro: L’onda si danneggia quindi una prima volta mentre incide sullo specchio ed una seconda volta mentre ne emerge. FINE NOTA
Pur se a questo iniziale punto della lavorazione non è di fondamentale importanza il vedere quale sia il miglior valore di lambda che abbiamo, perchè siamo ancora ben lontani da una buona parabola. Di fatto però è bene sapere che le due onde di riferimento, inferiore (verde), e superiore (rossa), ad ogni misurazione, avranno la minima distanza reciproca ( e quindi il minimo errore picco–valle massimizzando il lambda/n), quando toccheranno la nostra spezzata, una su un punto, e l’altra su due punti (mentre ora nel nostro grafico a sfondo verde vediamo che essa tocca solo in un punto inferiore ed uno superiore).
La ricerca di quella condizione ottimale la si fa manualmente inserendo nella casella a sfondo azzurro D38, valori scelti (per default progettuale del foglio di calcolo) in una gamma che va da -6883 a +42645. Provando più valori, vedremo inclinarsi la curva fino a portare una delle due parabole di riferimento a contatto in due punti.
Infine, a proposito del lambda/n possiamo fare ancora la seguente piccola e banale riflessione, tuttavia indicativa sulla sensibilità del test di Foucault, pur se eseguito col nostro tester che è tutt’altro che una macchina sofisticata: Il nostro grafico verde ha sulla carta una distanza fra i due punti picco e valle di più o meno 3 cm, mentre l’errore rappresentato è di 436.8 nanometri, ragion per cui per noi è come se vedessimo quell’errore invisibile ad occhio nudo, amplificato (30/436.8*10^-6 ) oltre 68 mila volte.
Tornando quindi a guardare la sagoma della nostra spezzata nera che ci mostra ingranditi i difetti della nostra parabola appartenenti a metà del nostro specchio, con il centro specchio a sinistra del grafico, e il bordo a destra: Notiamo tre cose:
– Vediamo che la zona centrale (a sinistra) è alta;
– E che la massima profondità di scavo si trova nel punto inferiore fra la zona 2 e la 3, dove il software ci ha consigliato prendere come contatto fra la nostra curva e la parabola di riferimento. Punto che grosso modo si trova al 70% del diametro specchio;
– e che il bordo dello specchio è persino più rialzato del centro.
Ci basta quindi questo colpo d’occhio per il momento, per stabilire che il primo ritocco che faremo sarà di abbassare la zona 1 e la 4 parabolizzando per il 70%:
Cioè lavorando dapprima per incavare il centro (zona 1) con specchio sopra e utensile sotto, come indicato più sopra nella tabellina Difetto-correzione, con corse in W lunghe max 4/5D per un certo numero di minuti (in cui il bordo dell’utensile si abbassa leggerissimamente e rimane solo il centro in contatto con lo specchio), e poi invertendo la posizione per tenere l’utensile in mano e abbassare il bordo per un altro po’ di tempo con corse in W di ampiezza fra 1/3 molto lente, non insistendo molto e non arrivando a 1/2D per scongiurare il pericolo di far dondolare l’utensile abbattendo il bordo. Di tanto in tanto i sacri testi consigliano di fare qualche corsa rettilinea per regolarizzare la forma.
Terminato ogni ritocco e lavato specchio e utensile, metteremo ogni volta lo specchio sul supporto di fronte al tester di Foucault, nell’ambiente a temperatura la più costante possibile, e lo lascieremo acclimatare per smaltire il calore della lavorazione.
La durata di acclimatazione per il vetro normale è di almeno 8 ore, mentre per il Pyrex ne bastano meno. Questo perchè le dilatazioni del vetro sono espresse in milionesimi di millimetro, al pari delle tolleranze di misurazione, e per non sbagliare clamorosamente le misure occorre lasciare il tempo al vetro di assumere la temperatura ambiente.
In pratica il giorno dopo eseguiamo il test n°2
TEST N°2:
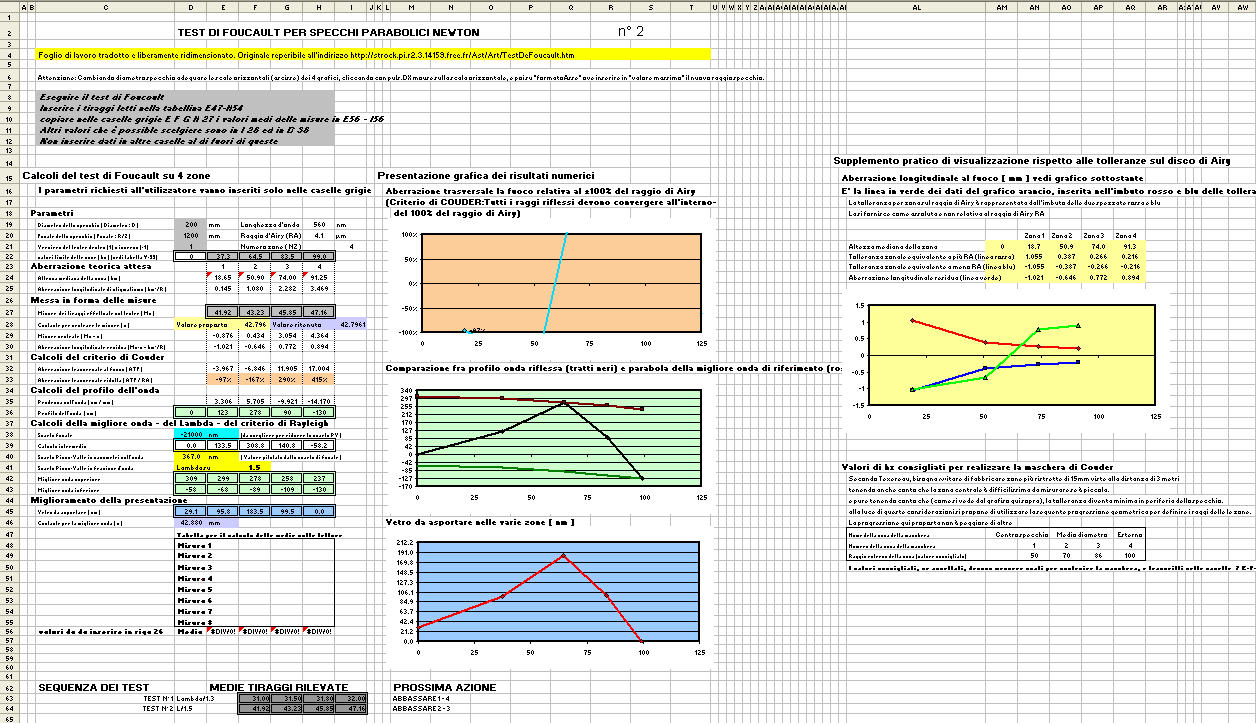
Test n. 2
Vediamo dal grafico a sfondo verde, che abbiamo abbassato il centro, ma abbiamo esagerato capovolgendo la nostra situazione precedente abbattendo anche il bordo. Probabilmente facendo un lavoro durato troppo a lungo ci ritroviamo con l’unica parte alta lavorabile sulle zone 2 – 3.
Il prossimo ritocco sarà indirizzato a tornare un poco verso la sfera con corse 1/3D c.o.c. che abbasseranno quella cuspide in zona 2 e 3.
Quindi eseguiamo il ritocco e mettiamo lo specchio in acclimatazione sul supporto per il test, che eseguiremo solo domani.
TEST N°3:

Test n. 3
Vediamo dal grafico a sfondo azzurro, che siamo in qualche modo ritornati alla condizione del test n°1, ma col notevole vantaggio di averne ridotto notevolmente le distanze picco e valle a 270 nanometri riducendole del 40% (da 436 a 270) migliorando molto la curva in costruzione.
Rimane però il problema che si deve ancora cercare di abbassare ulteriormente il centro ed anche il bordo, il quale è però la “bestia nera” che ci può far cadere in un nuovo suo abbattimento, un poco più difficile da recuperare per la minore quantità di materiale a disposizione per il recupero, dovuta alla attuale condizione migliorata dal minore scarto con la parabola di riferimento.
(Comunque un eventuale nuovo ritorno verso la sfera non sarebbe un dramma, se non in ordine alla perdita di tempo necessaria alla cancellazione dell’errore, e al recupero di una nuova situazione buona di partenza).
Decidiamo quindi di effettuare un ritocco per il momento solo sulla parte centrale, abbassandola di un poco con la “Correzione : Azione” descritta nella tabellina posta ad inizio articolo, al numero 3, quando si è in presenza di un “Centro alto”.
Quindi eseguiamo il ritocco e mettiamo lo specchio in acclimatazione sul supporto per il test, che eseguiremo solo domani.
TEST N°4:
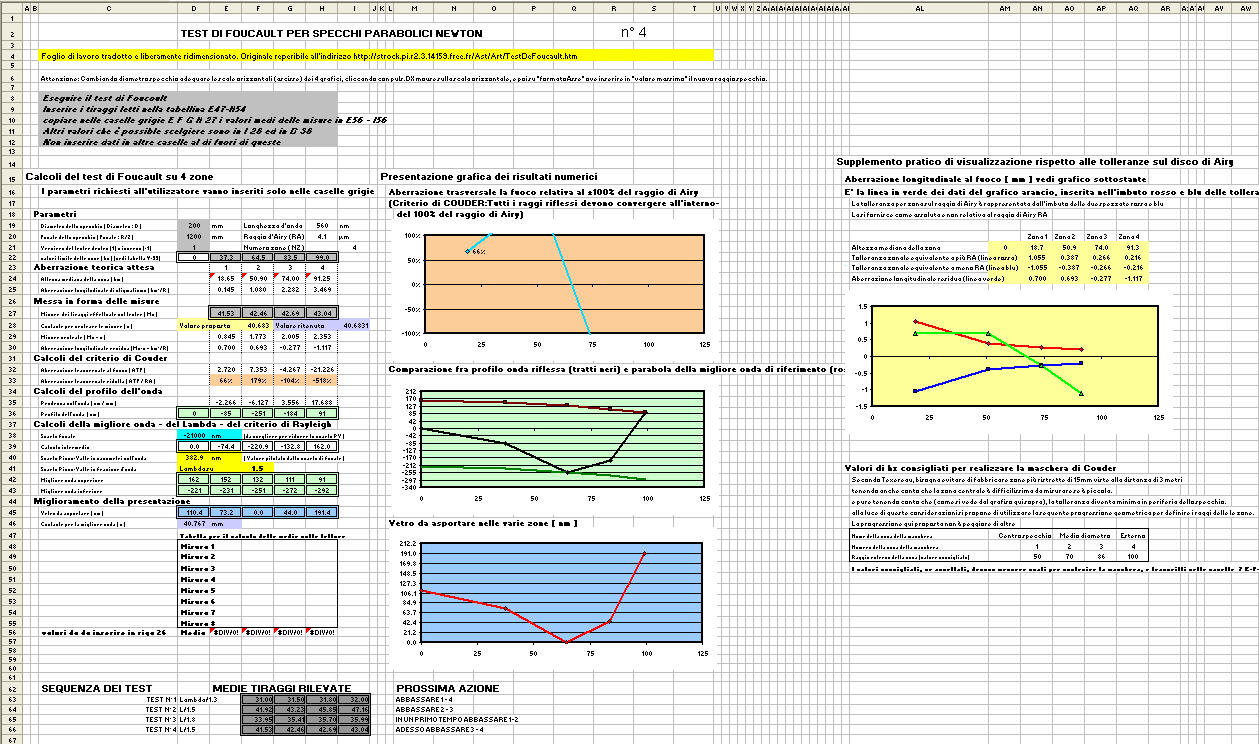
Test n. 4
Vediamo dai grafici a sfondo verde o azzurro, che non abbiamo ridotto il centro alto in zona 1, ma siamo andati comunque a ridurre leggermente l’altezza della adiacente zona 2, forse perché non abbiamo manovrato lo specchio in modo appropriato a svolgere il lavoro maggiormente nella zona 1.
Quella riduzione della zona 2 ha momentaneamente peggiorato i valori della zone 1 e 4. Ma nell’idea che è sempre meglio non esagerare, possiamo ritenerci contenti anche di un risultato parzialmente scarso.
Come prossimo ritocco tentiamo ancora l’avventura di abbattere un poco i 191 nanometri del bordo alto, applicando l’azione numero 1 (vedi tabellina sopra) per qualche tempo, sperando di non protrarre troppo a lungo il lavoro per non ricadere nell’opposto bordo ribattuto (Turned down Edge). E poi applicheremo nuovamente l’azione numero 3 per abbassare il dosso centrale.
Quindi eseguiamo il doppio ritocco e mettiamo lo specchio in acclimatazione sul supporto per il test, che eseguiremo solo domani.
TEST N°5:
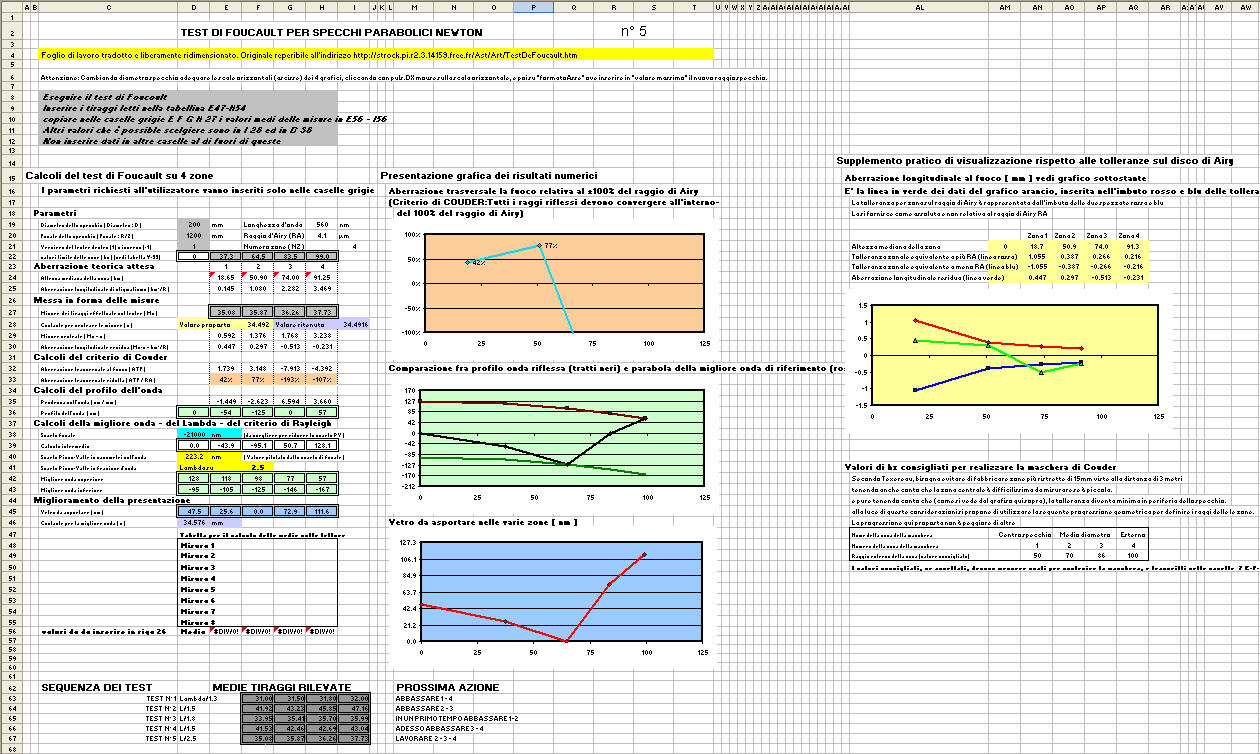
Test n. 5
Vediamo dal grafico a sfondo azzurro, che abbiamo ridotto il bordo rialzato da 192 a 111 nanometri, che non è molto, ma è prudenziale, e ci accontentiamo.
Ma abbiamo con l’azione 3 anche ridotto bene il centro da 110 a 47,5 nanometri migliorando il rapporto picco – valle da lambda/1.5 a lambda/2.5.
Come prossimo ritocco dovremmo tentare di lavorare un poco le zone 2,3 e 4, per ridurre ancora lo scarto eccessivo presente. Possibilmente senza incorrere in un bordo ribattuto (Turned down edge) in zona 4.
Attueremo quindi una breve azione 1 sul bordo, che prevede di mettere lo specchio sotto; ed in seguito metteremo lo specchio sopra, e faremo una altrettanto breve azione 3. E vedremo la prossima volta quello che è successo.
Quindi eseguiamo i due ritocchi e mettiamo lo specchio in acclimatazione sul supporto per il test, che eseguiremo solo domani.
Segue su prossimo articolo numero 8, (ultimo sul test di Foucault dello specchio 200F6), riguardante i test dal n. 6 al finale n. 10, con specchio terminato.